| 产品特性:省漆 | 是否进口:否 | 产地:深圳 |
| 加工定制:是 | 品牌:荣德机器人 | 型号:RDROBOT01 |
| 动力形式:气动式无气喷涂机 | 种类:空气喷涂机 | 订货号:RDROBOT01 |
| 货号:RDROBOT01 | 重量:30Kg | 适用范围:安全帽喷涂,头盔喷涂,塑胶喷涂 |
| 最大输出压力:33N/S | 功率:33w | 空气消耗量:33 |
| 空载排量:3 | 喷射宽度:22 | 喷嘴直径:22 |
| 压力比:33 | 最佳喷射距离:22 | 规格:33 |
| 是否跨境货源:否 |
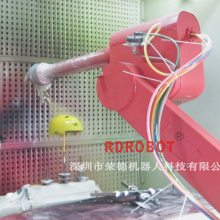
荣德头盔自动喷漆设备,高效省漆+涂覆均匀+欢迎来厂试机
25年专做头盔自动喷涂设},自动喷涂,节省人力,高产量,省漆30%,涂覆均匀,迅速投产,深圳荣德根据头盔性能和工艺研发多款头盔自动喷涂设备,自动喷漆,提高头盔的产量,采用现代化涂装技术,推动了头盔涂装工艺的进步.
头盔,安全帽可采用机器人喷涂,往复机喷涂,固定喷枪喷漆生产线喷涂,自动喷涂,减少人工
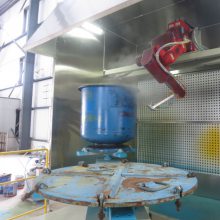
水帘式五轴往复喷漆机自动喷涂头盔、安全帽自动喷漆机,目前能喷各种各样的产品:如五金、塑胶、玻璃、汽配、树脂等各种材质各种产品,各种圆形、柱形、方形、盒状、管状、异形产品等。如电吹风、挂烫机、工具手柄等.
头盔是个***宝,驾乘摩托车要戴好;安全带是生命带,发生意外防伤害。 “一盔一带,安全常在”。摩托车头盔作为一种安全防护品在我国已经有 20多年的发展历史,近年来已有多家头盔生产厂的产品进入国际市场。为了提高产品的竞争力,不但要求具有符合***的安全防护性能,还要求有优良的外观和户外耐久性。同时作为与摩托车、越野车相配套的安全防护品,头盔一般采用与汽车喷涂相近性能及外观的涂料。但针对头盔外壳成型的材料,其喷涂工艺及设备也有其特殊性。
安全头盔喷漆机的优点:
1. 主体采用全不锈钢制作,具有耐酸、耐碱,耐化学品等性能,对潮气、盐雾、油类及有机溶剂都有良好的抗性;方便清洗、保养、维护等特点。
2. 触控式一体控制,简便操作,零基础学会,通俗易懂。
3. 内置0.4立方小储气缺罐,使气体二次储气,增加喷涂稳定性。
4. 节省人工,节省原料,污染少,节省油漆,提高产量,提升产品质量。
5. 产品节距可从50.8以倍数随意调整,以适应各种不同规格尺寸产品
6. 可外接机械手上下料设备,使生产真正做到无人工操作。
安全头盔喷漆机的功能:
1.可设置预检产品,有产品喷涂,无产品待喷,可有效节省油耗。
2.可不停枪连续喷涂,持续24小时不停产。
3.无级调速可控合计节省人工成本。
3.工件可正反转自由设置,工件正反速度可独立无级调速,360度旋转喷涂,***。
4.线体速度可控制0~8米线速,无级调速。8米线速以上需定做。
5.喷枪可独立控制,油雾大小、高低、角度、均可独立调节。
6. I/O可视化检修对应界面。更便于维护检修、排查问题。
摩托车电动自动车头盔喷涂工艺及设备
1.1 头盔的材质
为***头盔的安全性及佩戴舒适性,头盔外壳成型材料分为(ABS+PC)塑料和质量轻、强度高的纤维增强塑料。其中纤维增强塑料采用树脂和增强材料复合而成,树脂选用不饱和聚酯树脂或环氧树脂,增强材料选用玻璃纤维布及芳纶、碳纤维等。通过模压、注射、手糊等方法加工成型。
1.2 增强塑料头盔的喷涂工艺
针对塑料对涂料附着力差、表面布纹、合模线、注料口及划伤等缺陷,经多年实践,采用如下喷涂工艺:
(1)准备工序
成型壳子经 1次水磨→1次底涂→烘干→1次腻子→2次水磨→2次底涂→烘干→2次腻子→3次水磨→中涂→烘干→ 3次腻子→ 4次水磨→干磨→溶剂洗涤。
(2)涂装工序
除尘布擦拭→人工上线→预热→静电除尘→色漆→加热流平→罩光漆→流平→热风表干→人工下线→烘干检查→修补→成品。
工序说明如下:
水磨:使用220~600#水砂纸在壳子弧形表面进行湿打磨,目的是为了清除多余的腻子,使凹凸不平的部位圆滑。
刮腻子:增强塑料外壳在模具接合处有明显的痕迹,尤其是手糊成型在外壳表面有辊压不实产生的气泡,必须铲破,用腻子填平,以***表面光滑平整。同时填补壳子移动碰撞产生的坑及砂眼等缺陷
干磨:为减少涂装后壳子表面的砂纸痕迹,在水磨后用600#干磨砂纸在壳子表面划圈研磨,并弥补水磨不均匀的部分,使壳子表面粗糙度一致,***涂料的附着和流平一致。
底涂:增强塑料分子极性小,表面能低,使用一般的汽车涂料直接喷涂,附着力很难达到要求。在外壳安装金属配件时,因压力过大很容易起皮。因此在喷涂面漆前,必须先涂一层过渡性的、带有较多极性基团的底涂。该涂层既要对底材有良好的附着力,又与常用的汽车涂料丙烯酸树脂涂层有良好的配套性。喷涂黏度(容器黏度杯): 12s;
烘干条件:流平时间(25℃)5~10min;固化干燥(70℃)60~90min。
色漆及罩光漆:为达到优良的外观和减少次品,色漆和罩光漆的喷涂采用“湿碰湿”工艺。封闭的输送链道连接除尘室、喷漆室、流平室和烘干箱,从准备好的壳子上线到表干的壳子下线,大约需要lh。本厂采用韩国三成涂料公司的双组分聚氨酯型或氨基聚酯型色漆双组分丙烯酸聚氨酯型清漆。基本工艺参数:
喷漆量:60~ 80g/m2;
喷涂气压:0.3~0.4MPa;
喷涂黏度:10.5~11.0s/25℃(色漆,容器黏度杯),
10.3~10.5s/25℃(清漆);
喷涂道数:湿碰湿2道(中间流平8~10min);
烘干条件:流平 15min;表干 20min;热风循环(45℃);固化(70℃)60~90min。
修理:头盔壳子表面积较小,相对外观要求较高。有灰(浮色)、桔皮、小坑、小面积流漆等缺陷的壳子经修补后才能使用。其工序如下:
用 18.5μm(800目)砂纸打磨缺陷;
用12.3μm ( 1200目)研磨膏去除砂纸印;
修补部位涂抹抛光膏,用羊毛抛光球对壳子表面进行抛光,以达到恢复原光泽效果;
用上光剂和软布进行擦拭。

更多头盔喷涂设备案例视频,请查看荣德网站:
/
/